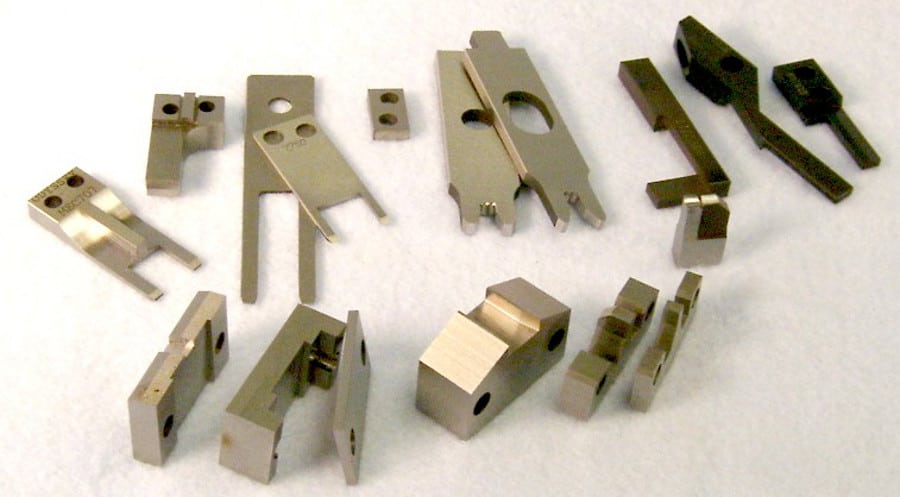
Crimping Applicator Dies
Precision tooling and applicator dies designed and built to your specifications.
Electrical Applicator Dies
Engineered and designed with electronic terminal feed system for optimum control in making an accurate quality termination in your production environment.
Mechanical Applicators
Hi-Speed mechanical crimping applicators can be adapted to fit virtually any type of crimping press.
Designers and manufacturers of custom precision tooling for the automotive, appliance, and computer industry. Extensive perishable tooling inventory and custom tooling designed and built to your specifications. Specialists in fabricating close tolerance precision tooling. Leaders in expediting service to meet customer production requirements. Over 35 years of craftsmanship and excellence in the tooling industry.
ELECTRICAL
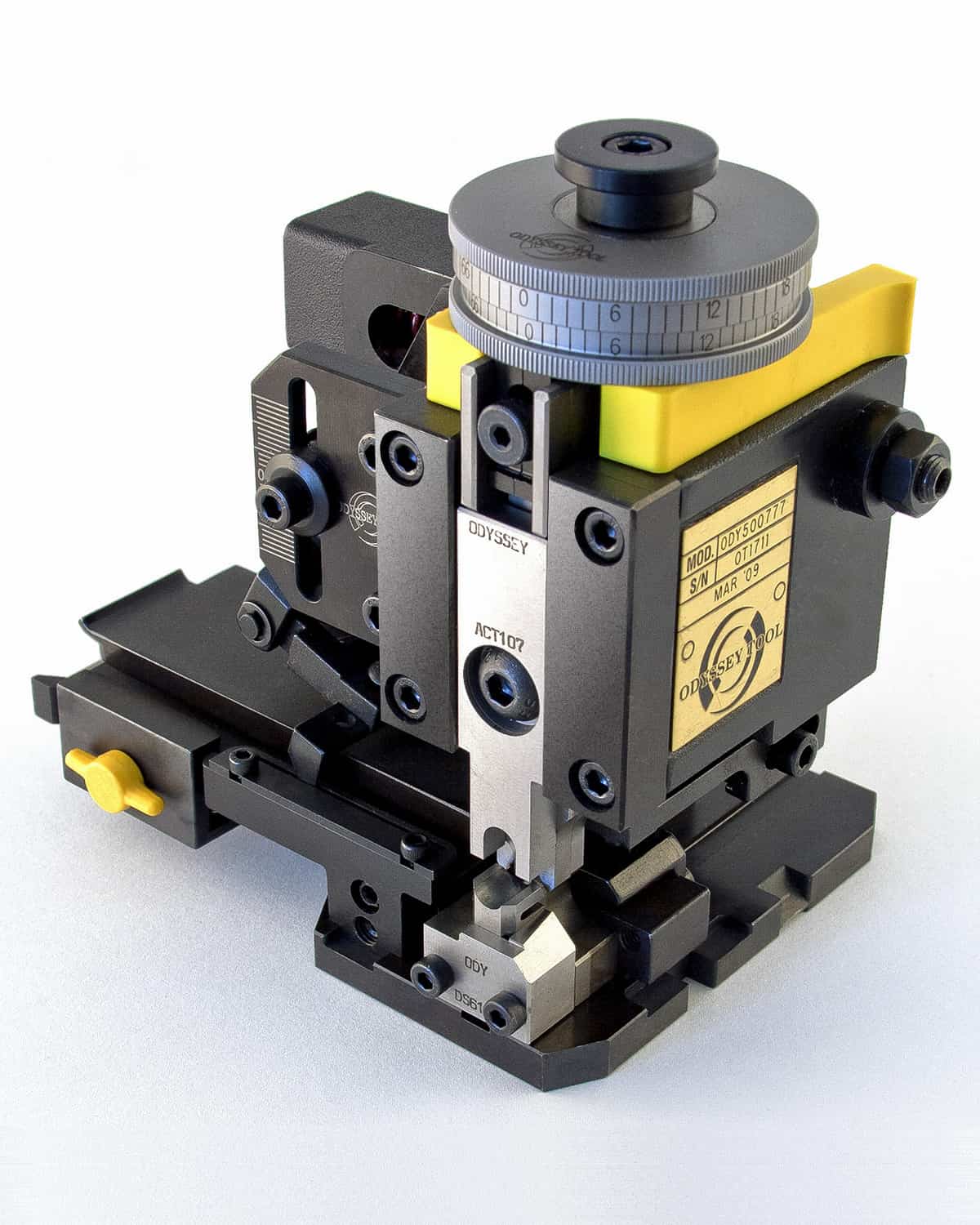
Mini-LR-Power Drive Gen IV
Type: Mini Series
Category: Electrical
- The Power Drive Gen IV can run specific NEW End to End Carrier NEW Center Carrier
- The Power Drive Gen IV can run standard
- Front, Rear, and Double Carriers
- Mylar Tape and Plastic Carriers
- Odyssey Quick Change Tool Pack System: fewer applicators, lower costs, reduced changeover time.
- Standard Mini Foot Print, runs in ALL: K Press, and all other presses in the industry.
- Bench Top Stripper Crimper
- Bench Top Seal Loader
- Supports: 26 – 12 AWG wire

click to enlarge
Mini-LR-Power Drive Gen II
Type: Mini Series
Category: Electrical
- The Power Drive II can run:
- Front, Rear, and Double Carriers
- Mylar Tape and Plastic Carriers NEW Specific Center Carriers
- Odyssey Quick Change Tool Pack System: fewer applicators, lower costs, reduced changeover time.
- Standard Mini Foot Print, runs in :
- K Press, G Press, and other presses in the industry.
- Bench Top Stripper Crimper
- Bench Top Seal Loader
- Supports: 26 – 12 AWG wire

click to enlarge
MECHANICAL
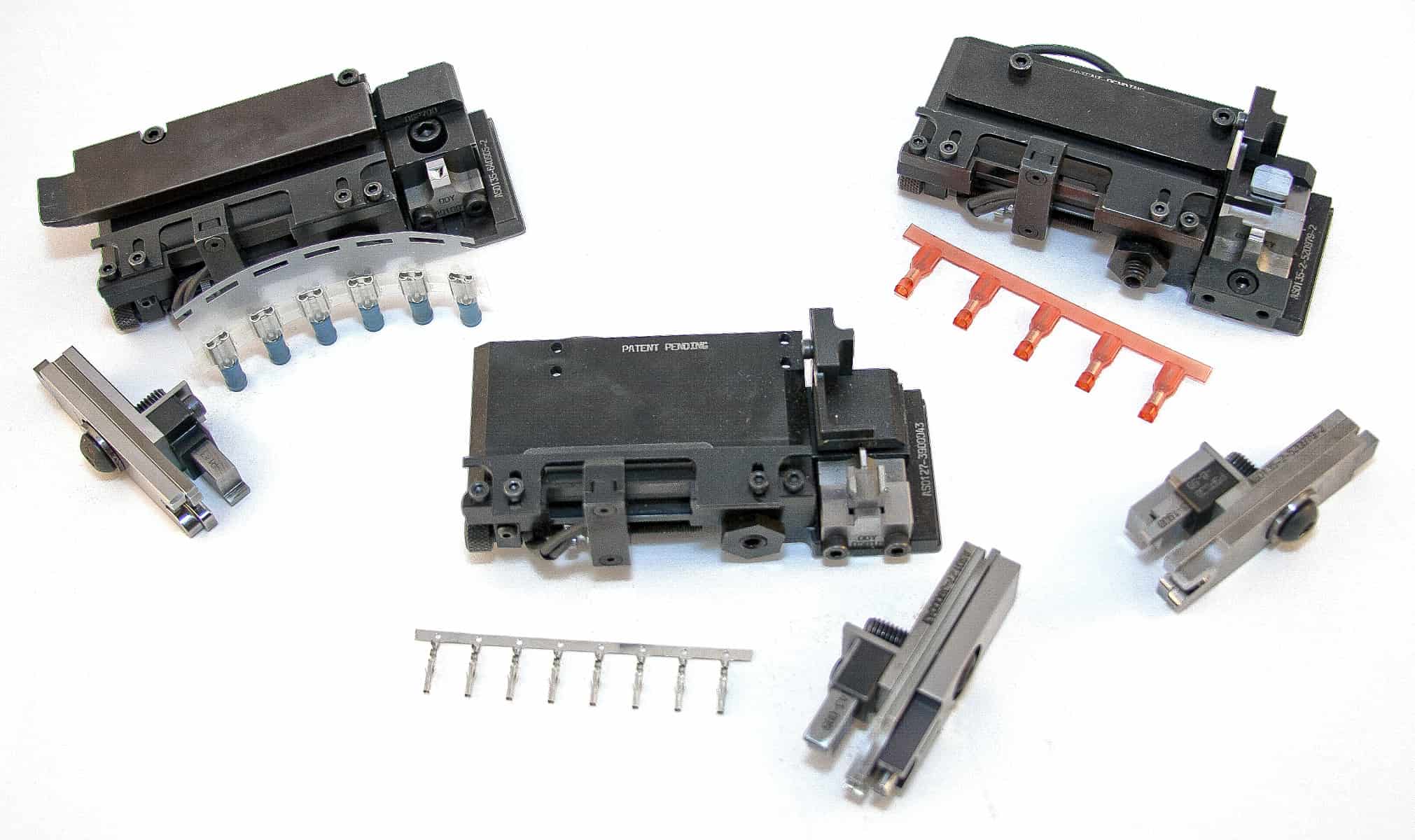
Mini-Left Right
Type: Mini Series
Category: Mechanical
- Accommodates the same press mounting features as the industry’s leaders (standard mini footprint)
- Applicator shut height 135.8mm (5.346″)
- Supports: 30 – 10 AWG wire.
click to enlarge
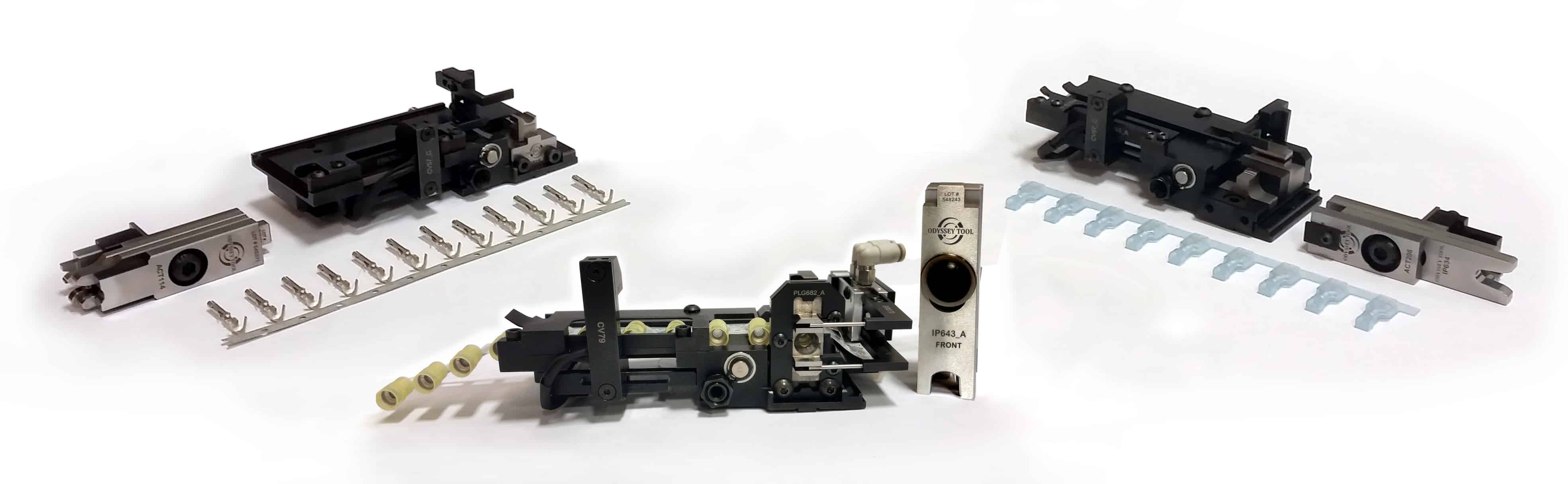
Mini-End Feed
Type: Mini Series
Category: Mechanical
- Accommodates the same press mounting features as the industry’s leaders (standard mini footprint)
- Applicator shut height 135.8mm (5.346″)
- Supports: 30 – 10 AWG wire.

click to enlarge
2 Post Medium Duty End Feed Air
Type: Medium Duty Series
Category: Mechanical
- Applicator shut height approximately 133.35mm (5.250″)
- Supports: 12 – 2 AWG wire.
- Odyssey Tool Pack System: fewer applicators, lower costs, reduced changeover time.

click to enlarge
2 Post Medium Duty Loose Piece Slide
Type: Medium Duty Series
Category: Mechanical
- Applicator shut height approximately 149.225mm (5.875″)
- Supports: 12 – 2 AWG wire.
- Odyssey Tool Pack System: fewer applicators, lower costs, reduced changeover time.

click to enlarge
2 Post Heavy Duty Loose Piece Slide
Type: Heavy Duty Series
Category: Mechanical
- Supports: 4 AWG – 4/0 wire.
- Odyssey Tool Pack System: fewer applicators, lower costs, reduced changeover time.


click to enlarge
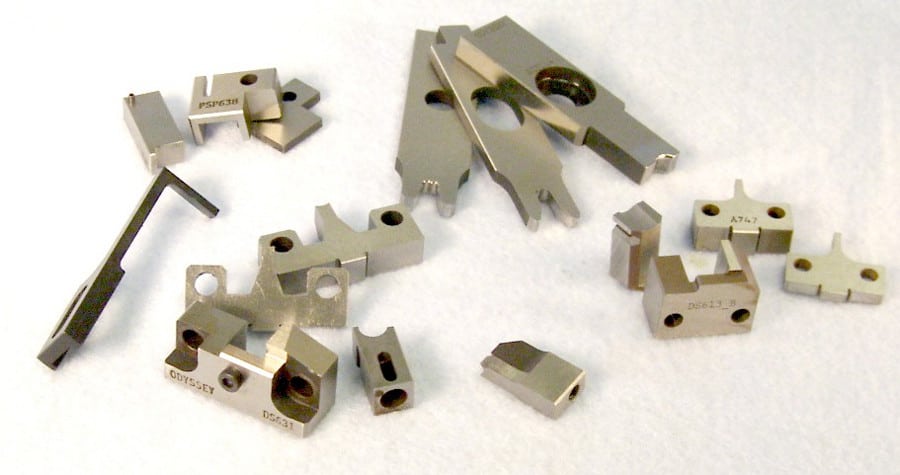
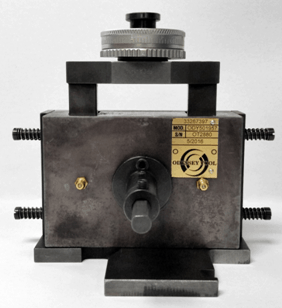
4 Point Crimp
Type: Crimp
Category: Mechanical
- Model #: ASD212
- Shut Height: 5.47″ (135.8 mm)
- Stroke Length: 1.57″ (40 mm)
- Wire Range: 30 – 9 AWG (0.08 – 6.0 mm2)

click to enlarge